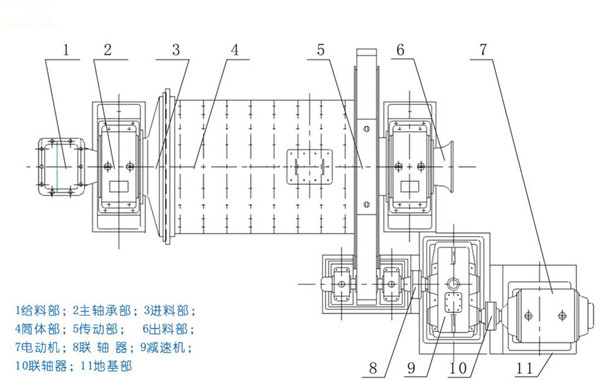
大型球磨機的大齒輪安裝方法
日期:2013-05-18 作者:網站管理員 瀏覽
在線溝通技術在線 聯系電話:13849116116
導讀:Normal 0 7.8 磅 0 2 false false false MicrosoftInternetExplorer4 大型球磨機大齒輪的安裝方法如下: /* Style Definitions */table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-style-parent:'';mso-pa
大型球磨機大齒輪的安裝方法如下:
一、大型球磨機大齒輪在正式安裝前應進行試拼裝,要求接頭處密合,用0.05MM塞尺塞不進;接合面積不小于百分之75;定位銷與銷孔內壁有百分之80以上的接觸面,試裝合格后打上印記;解開放平以防變形。
二、先吊球磨機的半圈大齒輪裝于轉筒正上方,以銷釘為準定位穿裝擰緊螺栓。注意必須對轉筒兩側用手動葫蘆拉緊,以防轉動,上部裝完以銷釘和試裝記號為準裝下半片大齒輪(也可轉動固定后仍上裝),大齒輪裝后正式擰緊法蘭螺栓,如果發現個別孔錯位的話,我們應該在其軸向、徑向晃度調正后鉸孔。
三、球磨機的大齒輪與法蘭面應接觸良好,局部之間隙不要大于0.1MM。
四、球磨機的大齒輪軸向、徑向晃度用百分表法測量。將大齒輪一周等分8份,軸承加潤滑油,盤動轉筒,每轉45度記錄一次,轉一周回到原點,其數值與前此點記錄一樣,既可以記錄此次記錄為準,算出大齒輪軸向、徑向晃度。徑向晃度不大于節圓直徑半數乖以0.25,軸向晃度不大于節圓直徑半數乖以0.35。一般按徑向不大于1.0MM、軸向不大于1.2--1.5MM控制。
五、對于球磨機的主軸承裝有頂軸油泵的設備,應對油泵、油系統設備,尤其瓦與頂軸油管接管座、瓦體頂軸油槽應仔細檢查。油系統應做1.5倍水壓試驗。
本文:《大型球磨機的大齒輪安裝方法》由吉宏球磨機廠家原創提供!
轉載請注明:http://www.bjpaiyun.cn/trade/azchilun.html
吉宏球磨機: http://www.bjpaiyun.cn/